
Induction welding technology used for roof membrane attachment began in Europe and has been available in the U.S. for about 15 years. Currently, several U.S. roofing manufacturers offer induction welding-installed systems for TPO and PVC roof membranes. A roof assembly using induction welding is similar to a traditional system where fasteners and plates are used to attach insulation to a structural deck. But unlike a traditional system, a roof membrane is bonded to fastening plates without membrane penetration or a fastener line at the membrane sheet seams.
Systems
An induction welding system uses fasteners and coated plates to secure roof board insulation to a structural deck. A TPO or PVC membrane then is attached from above the roof membrane to each plate with an electromagnetic induction welding tool.
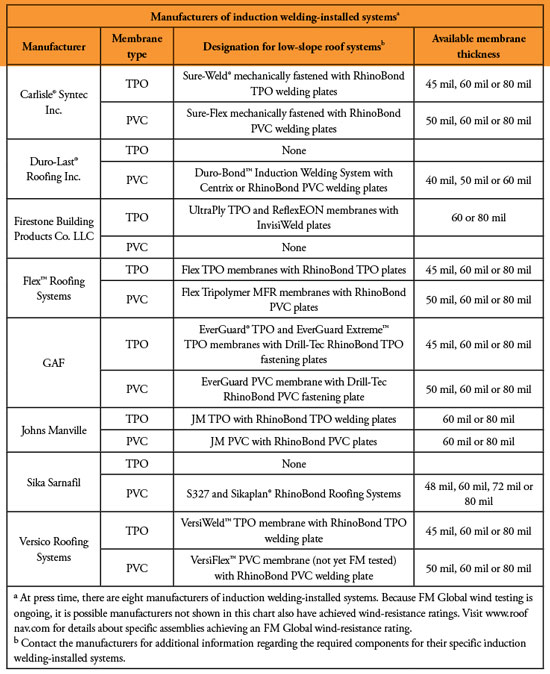
At press time, eight manufacturers offer induction welding-installed systems that achieve FM Global's wind-resistance rating when tested as part of a roof assembly. Each manufacturer has an agreement with OMG Roofing Products, Agawam, Mass., to produce fasteners and coated plates for their specific systems, as well as Rhino-Bond® Tool—a stand-up electromagnetic induction welder used on roofs to create a bond between a coated fastener plate and the underside of a roof membrane. For a list of manufacturers currently offering induction welding-installed systems for thermoplastic roofing, see the figure on page 41.
Eight manufacturers offer induction welding-installed systems.
Because a thermoplastic weld is being created, TPO-coated plates must be used with a TPO membrane and PVC-coated plates must be used with a PVC membrane. RhinoBond Tool can be used on a low-slope portion of a roof, but a vertical surface such as a parapet wall must be attached by another method, such as adhesive.
Another manufacturer producing an electromagnetic induction welder is FRS USA, Whitestown, Ind. FRS USA's unit is called the Centrix™ Electro-bonding System and is a box-and-wand style machine. FRS USA has an agreement with one manufacturer to produce fasteners and adhesive-coated plates for its specific system. The Centrix machine can weld on horizontal and vertical surfaces. Also, the manufacturer produces a fastener plate compatible with EPDM and thermoplastic membranes.
Advantages
There are a number of advantages commonly noted by manufacturers of induction welding-installed systems versus systems installed with fasteners and plates at membrane seams.
One advantage of induction welding-installed systems is even distribution of uplift load. Wind creates an uplift force that a roof membrane fastener must resist. Typically with an induction welding-installed system, fasteners are arranged in a grid pattern as opposed to along membrane seam lines. Also, a fastener that secures the board insulation to a structural deck is the same fastener that holds a plate connected to the membrane.
For an FM 1-90 rated roof assembly, there can be as few as six fasteners per 4- by 8-foot insulation roof board or 19 fasteners per 100 square feet. Manufacturers claim the number of fasteners needed for an induction welding-installed system is 25 to 50 percent less compared with a system installed with traditional in-seam fastening.
Another advantage of a grid fastener layout is the reduction of "flutter." Flutter is wind uplift of a roof membrane between attachment points. As shown in Photos 1 and 2, even distribution of fasteners reduces the distance between fasteners. As a result, there is less loading on each fastener, and the distance a membrane can rise above a substrate is reduced.
In addition, there often is an advantage to having a roof membrane quickly installed. An installation procedure common with induction welding-installed projects is placing the roof membrane over an entire roof area and heat-welding the seams. Some induction welding connections are made across the membrane to hold it in place. At this point, the building is covered, and the remaining welded connections are finished.
If this procedure is used, NRCA recommends a structural engineer be consulted to ensure enough initial membrane attachments are made to resist the wind uplift that may occur while completing the installation. Often, temporary ballast is used to provide additional uplift resistance though a structural engineer should verify the building can safely support the ballast.
Challenges
As with any system, installation of an induction welding-installed system poses some specific challenges.
With the adoption of any new construction method by a contractor, tools and equipment unique to induction welding must be acquired and personnel must be trained. In addition to the welding tool, magnetic cooling clamps are required and coated fastening plates specific to the type of membrane being installed are needed.
Proper welding tool use requires training. Some tools need calibration based on roof membrane thickness or for the ambient job-site temperature. It is good practice to complete a few test welds on scrap material after calibration. Proper tool alignment over a fastening plate is essential for a proper weld. Some tools can detect a misalignment, but others cannot. Some manufacturers encourage roofing professionals to create a training template to allow an operator to practice before an actual installation.
A welding tool will complete each weld in four to six seconds, but a cooling clamp or magnet must be used for 40 to 60 seconds to dissipate the heat created during the welding process and create pressure between the roof membrane and fastening plate. A roofing crew must adapt to this rhythm to ensure proper welds. Some find using additional cooling clamps or magnets results in a more efficient work process.
Although a welding tool operates on standard 110-volt power, there are limits to the length and gauge of the power cord. The power requirements for the type of welding tool being used should be followed to ensure proper function and safety.
Moisture, dirt or debris on a roof surface can damage a roof membrane during the welding process. During bonding, particles can be pushed into a roof membrane and displace some material, causing a reduction in the overall thickness of a membrane sheet at the weld location. Establishing procedures during installation to ensure a clean, dry surface is important to avoid these problems. Additionally, using a thicker membrane sheet provides more material above the reinforcing scrim and additional protection if the thickness of a sheet is reduced during the welding process.
It also is important for an induction tool's welding surface to be kept clean. Debris on a machine's welding surface can damage a membrane each time a weld is made; therefore, a welding tool should frequently be wiped clean. Also, a clamping magnet can attract metal shards that can damage a roof membrane. A clamping magnet should be checked frequently for debris to avoid membrane damage.
Care also must be taken to avoid embedding a fastening plate into roof board insulation as a result of overdriving a fastener into a structural deck. A poor bond between the roof membrane and a fastening plate can occur if a plate is overdriven.
Identifying fasteners' locations beneath a roof membrane can be an issue because they will not be directly visible; this becomes more difficult with a thicker membrane. A welding tool operator must be aware of the fastening pattern. Although the grid pattern common with an induction welding-installed system makes it relatively easy to anticipate where fasteners are located, a procedure is needed to ensure all attachments are made because fasteners are not visible after installation. Some welding machines have a counting function so the number of welds made can be compared with the anticipated number.
Some manufacturers advocate scuffing the surface of a roof membrane with a shoe to locate fasteners. Although this method often will create an impression of an underlying fastener, care must be used because excessive dirt or debris at a weld site can cause a poor weld or damage the roof membrane. A magnetic cooling clamp also can be used to identify fastener plate locations.
One other challenge is keeping membrane seams straight. In a traditionally installed in-seam fastened system, one of the two sheets at a seam is fixed by a fastener line. In an induction welding-installed system, there is no fastener line and the two loose membrane sheets at a seam make it more difficult to create a straight seam line. Some manufacturers advocate the use of ballast or metal tracks to help stabilize the membrane while a seam is heat-welded. Whatever method is used, additional care is needed to achieve a straight seam.
Final thoughts
Single-ply roof membrane manufacturers indicate induction welding-installed systems are gaining popularity and currently account for, depending on the manufacturer, 5 to 45 percent of installations where fasteners are used. Induction welding-installed systems also are beginning to be used in some steep-slope installations as part of an overlay above metal panel roof systems.
Although an induction welding-installed system is not appropriate when energy concerns warrant eliminating thermal bridging or where the roof assembly is required by code to have an air barrier, this system is an option to be considered, especially when a building needs to be covered quickly.
Jason P. Wilen, AIA, CDT, RRO is an NRCA director of technical services.


