
Editor's note: The following information reflects the author's opinions. Views expressed are not necessarily those of Professional Roofing or NRCA.
The growth in TPO membrane use in the U.S. roofing market has been significant—especially during the past six years to eight years. Although the use of polyethylene-based polyolefin membranes has been widespread in the waterproofing and lining industries throughout the world for many years, TPO membrane usage in the roofing industry is a relatively new phenomenon. According to NRCA's 2001-02 market survey, TPO membranes had an 11.6 percent market share of low-slope roofing sales in 2001.
Despite their rapid growth and acceptance, TPOs continue to be the subject of much discussion and conjecture in the roofing industry. The challenge mainly seems to be defining and characterizing reliable performance characteristics and appropriate uses of TPOs in the U.S. roofing market, especially with regard to material standardization and long-term field performance.
Watch out other single-plies
If ever a new product category had the potential to cannibalize its predecessors, TPO must be it. The marketing hype and claims for performance combined with highly aggressive market pricing certainly would indicate EPDM products stand to be the most obvious losers in the latest "battle of the single-plies."
Currently, the installed cost of a TPO roof system (with the possible exception of some ballasted roof system configurations) appears to be consistently competitive with, if not less expensive than, EPDM roof systems. Ironically, all major EPDM manufacturers have introduced TPO products and are marketing them beside their EPDM products. It seems EPDM sales could suffer heavily from the advent of a product that, at first glance, overcomes the most glaring difficulties and challenges EPDMs always have faced: TPOs offer greater puncture resistance; welded flashings; better seam durability and strength; and the ability to meet the challenge of providing a sustainable, white or light-colored, Energy Star®-rated, reflective surface.
If EPDM is on the endangered list, what must this mean for PVC? True, TPOs do not appear to offer significant benefits with regard to weatherability, reflectivity or heat welding when compared with PVC. However, TPOs purport to offer the opportunity for improved puncture resistance, chemical resistance and environmental benefits. Because there are no external plasticizers used in TPO formulations, retention of flexibility also appears to be another inherent TPO strength. Furthermore, almost all major PVC manufacturers also are investing in new TPO technology on some level.
So if TPOs have solved so many problems, will the industry soon do away with "outdated products?" I don't believe so at this stage. Are all these companies just hedging their bets against EPDM and PVC? From a perceived environmental perspective, this may be the case, but from a long-term performance perspective, the jury still appears to be out.
What are TPOs?
Although the promise of TPOs is clear, their introduction phase (more than 10 years ago) has not been without hyperbole or failure. Some challenges and difficulties seem to persist, and many in the roofing industry don't understand what TPOs are or what their long-term behaviors will be.
Essentially similar to all rubbers and plastics, TPO membranes are blends of a number of ingredients (see the figure). Although most TPO roof membranes currently available informally are classified as polypropylene-based products, that's not the entire truth. The opportunity for variations in the way a polypropylene-based TPO roof membrane may be produced means manufacturers can market a variety of different products—even if they look and feel almost the same.
Although many salespeople describe these products as "pure polypropylenes," all current TPO membranes include other polymers, such as ethylene propylene rubber (EPR), in their formulations. Modifiers, or flexibilizers, such as EPR or EPDM, are required in TPOs to create a product that can be easily installed on a roof, as well as one that resists the variety of forces encountered by a roof system.
These modifiers, well dispersed in the polypropylene, may consist of a number of polymeric materials that are added at some point during the manufacturing process. In fact, most TPO membranes contain a reactor blend as the primary polymer in which the main polymer component is polypropylene. The polypropylene is produced and blended with a co-monomer, such as EPR, essentially in one polymerization process.
Blending two or more polymers after the reactor process is possible; however, reactor blends bring the advantage of combining several steps in one, making uniform polymer blends a more economical, rational matter. More specific polymers can be achieved, and more narrowly defined polymer properties, such as density, can be attained. Additionally, further polymer modifications can be mechanically blended into a compound (in amounts that vary by sheet manufacturers) during the membrane manufacturing process.
Critical membrane properties, such as weather resistance, temperature stability and fire resistance, depend on other additives that can be obtained from a myriad of chemical suppliers. The figure depicts how many critical component groups create the opportunity for differences in formulation among manufacturers. It is possible to have several additives from any given group in a specific, custom-tailored end product. Given current technology in raw-polymer production, the nature and quality of a polypropylene blend may be the least concern in the whole process.
What are the standards?
At press time, an ASTM International standard for TPOs is on its way to reaching a consensus. However, ASTM standards often are viewed as reflecting the lowest common denominator for many products unless they are proven commodity products, such as EPDM membranes. The standard that finally is issued for TPOs may reflect the consensus of manufacturers' minimum requirements for a laboratory-tested roof membrane; it is most unlikely the standard can ensure a product's performance in the field.
Although it is expected the new ASTM standard will state a maximum water absorption of plus or minus 3 percent (top layer membrane only), NRCA tests revealed sheets having a range of 4 percent to 7.9 percent. This is a large disparity and, for a realistic result, should be based upon entire sheet thickness (testing with reinforcement edges sealed).
One recent positive development in the current ASTM standard draft, which leans in the direction of a performance enhancement, is an improvement in the thickness of the weathering-side coating over the reinforcing scrim. However, though proven EPDM and PVC standards call for minimums of 15- and 16-mil (0.0156- and 0.016-inch [0.39- and 0.41-mm]) thicknesses over scrim, respectively, TPO manufacturers still are only at 12 mils (0.012 inch [0.3 mm]) on an overall sheet thickness of 39 mils (0.04 inch [0.99 mm]), which also is lower than EPDM and PVC. This may not be adequate to ensure satisfactory performance.
The current direction of the anticipated ASTM standard for TPO membranes would allow manufacturers wide latitude in product formulation. Indeed, the requirement for polyolefin polymer content (including co-polymers) currently is only a minimum of 50 percent by weight. This essentially means end users won't know what they are buying and will have to rely on the word of individual manufacturers.
As with most standards for reinforced products, the TPO standard mostly will reflect the characteristics imparted to the membrane by the choice of reinforcement as much as the waterproofing material itself.
An ASTM standard probably won't hurt much, but it's unlikely to change the way products perform. As usual, the changes that are needed in any product likely will come about based on performance, or lack thereof, at the expense of all involved.
One reason TPOs are not easy to categorize and standardize is because they can be formulated using both polyethylene and polypropylene polymers. And there are other olefin blends that could be used.
Although polyethylene seems to have become less popular, someone may come up with another viable product to challenge the somewhat stiff polypropylene products currently in use.
Another reason for difficulty in defining TPOs is the variations in product performance. Products differ from one manufacturer to another; this generally is the case with all membranes. At least slight variations are to be expected and tolerated in the field. However, of greater concern is that products from individual manufacturers unexpectedly may have been changed over a period of several years or perhaps even shorter intervals.
Add to this the reality that the polyolefin segment of the plastics industry is in tremendous flux as a result of company changes and rapid developments. New products that are perceived as being economically beneficial may be rushed into roofing applications before they have reached maturity through testing and field experience.
As a result, the industry could face a continuing challenge to define a "standard" TPO membrane.
Things to watch
There are a number of issues you should be aware of when first getting involved with any new material or system. Heat-welded systems are no exception. If you are thinking about installing TPO membranes, get as much information as possible from each manufacturer you are considering about the consistency and number of years of actual field experience with a specific formulation. In addition, ask for references and contact them.
Taking such measures may sound somewhat overcautious, especially to those who have been working with EPDM, but thermoplastics are different. TPOs—even black ones—don't have high carbon-black loading. And minor formulation changes often can have serious implications for long-term performance. For more information, see "Testing the differences," November 2001 issue, page 22.
In general, it seems to be acknowledged that heat-welded seams have great advantages over traditional EPDM adhesive or tape seams. They are simply stronger and more reliable. Most difficulties with welding TPOs seem to have occurred as a result of a welder operator being unfamiliar with the differences in techniques between systems.
Each manufacturer has its own guidelines with regard to welding. However, in general, try to prevent membrane movement and wrinkling by using welding tracks. These may consist of pieces of 22-gauge sheet metal, aluminum or steel plates, or wood planks or plywood with no rough or pointed edges or corners. Membranes installed without welding tracks may wrinkle excessively and require repairs.
With TPOs, the range of temperature at which a solid weld is achieved is considered to be much narrower than that of PVCs. If you run a welder too hot or slow, a sheet will burn. If you run a welder too cold, you'll get a false, or cold, weld. Make sure the recommendations of the specific manufacturer are followed exactly. There have been sheets that required more time to weld because of an even more restrictive welding temperature window than standard sheets; most sheets on the market do not cause this difficulty.
All welding crews must consider membranes' sensitivity to temperature changes. A welder operator has to take careful notice of changes in ambient conditions. For example, from early morning shade to midday sun, the temperature swing can be as much as 80 degrees Fahrenheit to 100 degrees Fahrenheit (44 degrees Celsius to 56 degrees Celsius) (depending on membrane color, substrate, time of year and geographic location). Such temperature swings are generally not so noticeable when welding PVC or PVC-blend membranes.
In addition to the need for wind securement, even new TPO membranes tend to have high thermal expansion and contraction coefficients, which may vary from product to product. As these membranes age, the durability and stability of edge fastening becomes more critical. If you don't do it right the first time, flashings may bridge unnecessarily with age and require repair.
Some manufacturers require T-joint patches to be installed at all field-seam intersections; others only require this for 60-mil- (0.06-inch- [1.52-mm-]) thick sheets. This simply may be a precaution to prevent wicking or result from EPDM practices. Either way, it is an additional, somewhat unsightly practice on a new, light-colored roof.
In addition, probe TPO sheet seams with care. Because TPO membranes don't melt the same way PVCs melt, one peccadillo of a TPO weld is that there is no "bleed-out" commonly associated with other thermoplastic sheets. This bleed often signals to a welder operator that the right temperature is being achieved with a PVC or PVC-blend sheet. On a TPO membrane, probing a seam can be more challenging. Care needs to be taken not to inadvertently damage the sheet by overzealous pressure with a probe instrument.
A big plus for light-colored (especially white) thermoplastics is the reduced rooftop temperatures in warm months. With a temperature reduction of as much as 60 degrees Fahrenheit to 70 degrees Fahrenheit (33 degrees Celsius to 39 degrees Celsius) at midday in summer on a rooftop, such products are far more conducive to handling.
White membranes also are considerably more worker-friendly than black or gray membranes in the hot summer sun. A TPO that weathers well can be a significant energy saver for many buildings, especially buildings that have insufficient insulation.
However, a weathered sheet may cause problems. Exposure to heat and sunlight for more than a few days will cause sufficient surface oxidation to require using a solvent membrane cleaner before hot-air welding. Following application of the cleaner, a seam may need to be rewiped.
For exposures of six months and more (depending on geographic and climatic conditions), a more rigorous procedure for cleaning a membrane may be required. This may include cleaning with soap and water; rinsing to eliminate soap residue; drying to eliminate moisture; and scrubbing with a specially recommended scouring pad to abrade the membrane's surface while simultaneously applying the solvent cleaner. The resulting discolored membrane surface is then once more cleaned with a rag.
Similar to CPE, CSPE and other membranes before them, TPOs are touted as having superior resistance to chemicals encountered on a rooftop. But ultraviolet (UV) light and weather have a way of exaggerating the effects of chemical spills and contamination—chemical contaminants often combine with other environmental conditions, such as bacteria and inorganic matter, to make things harder on a roof membrane. The best thing to do with rooftop contaminants is to get them off the roof.
Performance issues
During the past two years, I reviewed several white and black TPO roof systems ranging from five years to eight years in age. Not only were the roof systems not leaking but the customers were happy and the roof membranes were in good condition. But membranes of lesser age than those on the observed performing roof systems have shown a series of weaknesses and already have required replacement.

Photos courtesy of Sharp Roofing Associates Inc., Ironia, N.J.
Photo 1: This white TPO roof system was mechanically fastened in 1997.
Product formulation enhancements and tweaking are one thing and, to a certain extent, necessary and expected. Yet it appears some black TPO roof systems from eight years ago are weathering better than white roof systems from four years ago in similar climates. This is despite the acknowledged sensitivity of TPOs to heat degradation and taking into account that a white membrane may be as much as 60 degrees Fahrenheit (33 degrees Celsius) cooler than a black membrane.
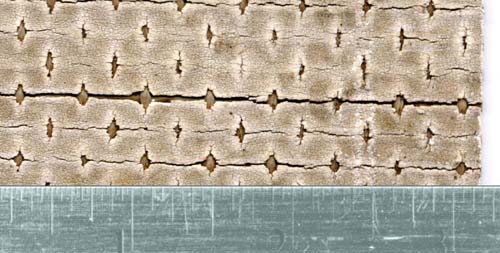
Photo 2: This white TPO membrane deteriorated; the ruler provides a frame of reference.
It has to be logically concluded that changes and inconsistencies are taking place and heat stabilization is not the sole problem. Such inconsistencies lead architects, specifiers and contractors to question what they are getting.
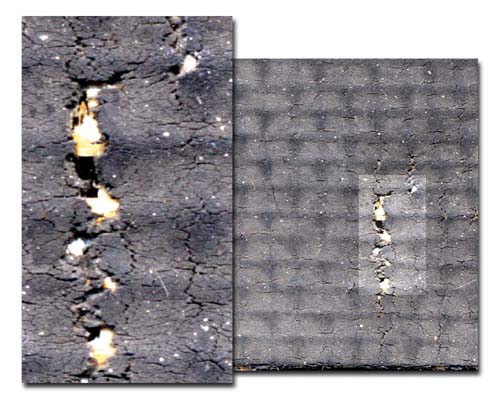
Photo 3: This black TPO membrane has deteriorated considerably.
The surface crazing and cracking of TPOs shown in Photos 1 to 3 surely are attributable to similar factors that affected early membranes of 20 years ago. Factors that may have contributed to the obvious embrittlement and cracking of these membranes may include any or all of the following:
- Insufficient or improper pigmentation
- Insufficient UV and/or heat stabilizers
- Degradation of incompatible additives (halogenated fire retardants possibly affecting UV stabilizers)
- A product that was too thin
- Manufacturing errors, such as overheating a compound, not including additives at the correct levels and contamination of raw materials
Although such deterioration is not to be expected, the observed phenomena are not unusual for membranes in their developmental years. Of course, by now, the lessons from the pioneer single-ply days should have been learned.
Short cuts and refinements in the formulation of thin thermoplastic membranes have consequences that will show under the demanding and varied U.S. climatic conditions—much more so than in the relatively mild western European climates. The fact that a product weathers well in Seattle does not mean it will last in southern California, Florida or Texas where solar radiation loads can be 50 percent higher. And though a greater wall thickness of the coating over the scrim might not have completely prevented the effects shown in the photos, it most likely would have extended the time to failure.
It also is worth mentioning that, in general, surface crazing almost is universally less noticeable at seam overlaps (areas where membrane thickness is doubled), lending strength to the arguments that more polymer means a more durable product and a heat sink gained by the double thickness also plays a role in extending a product's life expectancy.
Other effects observed on TPO roof systems include:
- Shrinkage
- Marked creases in the sheets caused by folding stresses during application, which lead to crack propagation
- Splitting at or behind seam welds
- Staining of flashing membranes in contact with bituminous and other materials
- Chalking (more noticeable on white sheets)
- Lap sealant/seam caulk deterioration
- Wrinkling or buckling of membrane behind single-weld lap-fastened systems, which could be caused by the stress of increasing distances between fastener rows or temperature-induced movement of the sheets upon heat welding
Fire ratings
The addition of flame-retardant ingredients to TPO sheets can be considered a significant modification to the nonflame-retardant formulations, especially at the levels of flame retardants needed to make them viable in FM Global's and Underwriters Laboratories (UL) Inc.'s testing programs. A flame-retardant TPO's performance can be expected to vary significantly from a nonflame-retardant formulation. Researchers have found the thermal stability of flame-retardant polypropylene formulations generally is lower than their nonflame-retardant cousins.
Current research and information available to NRCA seems to show that though some sheets are being produced with halogens (bromine), most manufacturers are making hydrated mineral salts, such as magnesium hydroxide, the flame-retardant additives of choice. These products are considered by many to be less of a concern environmentally—they are less acidic and give off less aggressive chemicals by decomposition upon combustion. In addition, it appears these additives aid in reducing free-radical formation upon heat aging of a membrane—a phenomenon that negatively can affect UV-stabilization systems when polyolefin sheets contain halogenated flame-retardant additives.
The downside to using nonhalogen flame-retardant additives is cost. This applies not only to the relative cost of raw-material compounds but quantities likely required to achieve satisfactory, long-term results and field performance. It is one thing to add flame-retardant compounds to materials that remain unexposed to weather. It is quite a different issue to obtain the same balance of fire resistance coupled with weathering characteristics for 15 years to 20 years in the range of U.S. climates.
A recent issue that appears to be drawing more attention is the behavior of aged roof systems exposed to fire. Recent testing according to ASTM E108, "Standard Test Methods for Fire Tests of Roof Systems," on behalf of the Midwest Roofing Contractors Association (MRCA), on weathered samples taken from field installations appears to be instructive. All aged single-ply membrane systems failed the rigorous burning-brand tests, which apply to roof coverings over combustible decks. And perhaps more enlightening, a number of systems failed the spread-of-flame tests.
Included in the MRCA testing program were two TPO systems; one was 4 1/2 years old, and one was about 10 years old. Both apparently were flame-retardant and UL-rated at the time of installation. Both failed the Class A spread-of-flame test by substantial margins within 2 1/2 minutes (the standard requires the test to run for 10 minutes for a material to pass the test).
Because the systems were rated flame-retardant, the logical deduction from the results obtained would be that either insufficient or inadequate quality (or both) of flame-retardant additives were incorporated in the formulations. It should be mentioned that one APP-modified bitumen membrane, one SBS-modified bitumen membrane and one EPDM system also failed the MRCA spread-of-flame test. However, in the thermoplastics category, both PVC systems tested (9 years old and 10 years old) passed the spread-of-flame test.
This information tends to reinforce the knowledge accumulated during the past 20 years: PVC thermoplastic membrane systems have a huge head start on TPOs with regard to being flame-retardant because their formulations already have been tested over time. Of course, this issue affects all roof systems and must be addressed while keeping in mind viable waterproofing and weathering properties for all systems.
Environmental issues
The environmental aspects of TPO products cannot be ignored when compared with other roof systems. It must be clear that to make an effective economic or environmental argument, far more than just a roof membrane and its effect on recycling and disposal need to be evaluated. In the case of TPOs, they appear to be more environmentally sound in general.
Because of many new developments in catalyst technology, specific grades of polypropylenes (and other polyolefins) can be produced, and polymeric blends of co-monomers can be created in a one-step process. In addition, processes that used to take at least three steps can be accomplished in one plant, and the process uses up to two-thirds less energy than conventional technology. As a result, less equipment is required; more material can be produced in a shorter time; less material is used to obtain polymers with uniform properties; and there is a reduction of wasted materials.
Polyolefins are widely recognized as being among those materials that have the least environmental effect through production, use and disposal. They are not without their hazardous or toxic sides, but they are better than many alternatives. Lower density of resultant polymers means lighter materials often combine with improved performance.
There still remains at least one caveat. If the ASTM standard that gets published continues on its current course (polyolefins acting as minimum 50 percent of the total polymer), the environmental acceptability may be dictated as much by what is not defined as it is by TPO resins. Like it or not, the additive components of current TPO roof membranes make up a significant portion of the mix. These components and fabric reinforcements can have a big effect on the recyclability of an end product. It's just one more environmental hurdle to jump.
What does the future hold?
Developments in all areas of polymer chemistry are bringing to market new innovations for formulation of improved products—environmentally and economically. This makes the future look promising for a number of materials.
The area of flame-retardant additives for polyolefins also is experiencing new developments to satisfy the stringent demands of the automotive, electronic and other consumer industries. Flame-retardant additives, such as aluminum trihydrates (aluminum hydroxide), which previously had been limited for use in many plastics applications because of their temperature limitations, are being developed for high-temperature applications.
Whether in their current form or somewhat modified configuration, TPO and thermoplastic roof systems are an important part of the low-slope roofing industry. Because of the demand for environmentally sound products, TPO manufacturers will want to ensure they are providing satisfactory products that last for the warranty period and beyond. Thin membranes and thin top layers over reinforcements, as well as underpigmented or understabilized products will fall prey to the increasingly harsh rooftop environment. The flame-retardant ratings of aged membranes also are clearly a subject for more investigation.
Whatever developments are forthcoming, each product change needs to be proved in the field before being unleashed on consumers. With the oil/chemical industry solidly behind future developments and innovations, TPO roof systems are here to stay and may have only just started to develop their full potential.
Stephen A. Sharp is owner of Sharp Roofing Associates Inc., Ironia, N.J.