
TPO single-ply membrane roof systems enjoy widespread acceptance and use in the U.S. roofing industry. According to NRCA's most recent annual market survey, TPO membranes were used in about 10 percent of all low-slope roofing projects (new construction and reroofing), totaling more than $1 billion in installed costs.
Because of the interest in TPO membranes, in 2000, NRCA conducted a laboratory-based research project of TPO membrane products. This research revealed significant differences between some TPO membrane products that were on the market at that time and called for a credible material standard for TPO membrane products. (See "Testing the differences," November 2001 issue, page 22.)
Since then, there have been at least two relatively significant milestones relating to TPO membrane products. First, TPO membrane products have matured in the marketplace and roofing contractors have become more accustomed to and comfortable with using this category of roof membrane products. Second, in 2003, ASTM International published ASTM D6878, "Standard Specification for Thermoplastic Polyolefin Based Sheet Products." This standard provides a consensus-based method for evaluating TPO membrane products.
In 2005, NRCA conducted an additional series of laboratory tests on newly acquired TPO membrane products. Following is an overview and results from this latest testing, as well as additional information that should be useful to users of TPO membrane products.
NRCA testing
NRCA's 2005 testing program of TPO membrane products consisted of obtaining full roll samples of white, 45-mil-thick reinforced TPO membrane products from the open market and testing these products according to ASTM D6878.
The testing's primary purpose was to develop baseline physical property data from which the products' long-term performances can be evaluated. Secondary objectives included determining compliance with ASTM D6878, developing data from which these products can be compared and attempting to determine areas in which ASTM D6878 can be enhanced.
It is important to note the testing was conducted on a limited, defined sample set. The results are representative of only the rolls tested and may not be representative of all TPO products or specific manufacturers' TPO products during a given period. Individual manufacturers have in-house manufacturing quality-control procedures that define how far a single roll of material may vary from their established norm. Because the TPO products included in the testing were obtained from the open market, NRCA had the same opportunity to procure satisfactorily (or unsatisfactorily) performing material as any other procurer of TPO products.
Also, some manufacturers acknowledge changes in their product formulations may affect their products' physical properties. Therefore, the results for the products indicated should not be construed as being representative of products currently manufactured or manufactured some years ago.
Sampling
For the testing, NRCA obtained nine full rolls of TPO membrane products in their original packaging. The rolls were provided to NRCA by NRCA's technical committee members from throughout the U.S.; committee members purchased the products through typical distribution sources.
NRCA recorded information about the products from the products' packaging and labeling. Also, each roll was unrolled and visually inspected, and any visible product marking was recorded.
Figure 1 provides the sample designation (for testing purposes), manufacturer, product name, package marking and product marking for each TPO product tested.
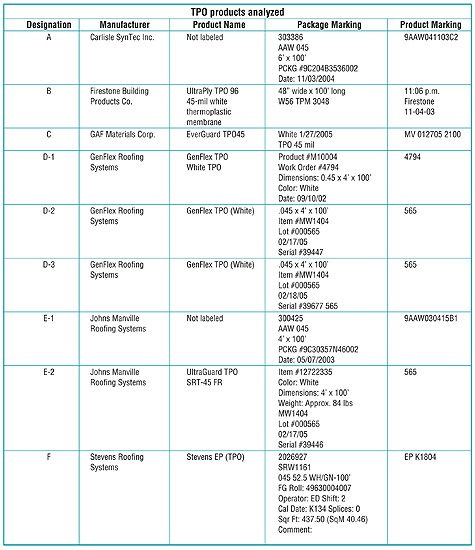
Figure 1: Descriptions of the TPO products analyzed
The TPO membrane products tested include single-roll samples from four manufacturers: Carlisle SynTec Inc., Carlisle, Pa.; Firestone Building Products Co., Indianapolis; GAF Materials Corp., Wayne, N.J.; and Stevens Roofing Systems, Holyoke, Mass. Three rolls of TPO membrane manufactured by GenFlex Roofing Systems, Maumee, Ohio, and two rolls of TPO membrane manufactured by Johns Manville Roofing Systems, Denver, were provided and tested.
Sample A (Carlisle SynTec) and sample E-1 (Johns Manville Roofing Systems) did not include package or product markings that specifically identify the product manufacturers or product names. For the testing, these products have been assumed to be from Carlisle SynTec and Johns Manville Roofing Systems, respectively, based on the delivery tickets and invoices provided. Interestingly, both samples bear similar package and product markings.
Samples D-2 and D-3 (GenFlex) and Sample E-2 (Johns Manville Roofing Systems) also bear some similar package markings and product markings. The item number (Item #MW1404), lot number (Lot #000565) and product marking (565) on each of these products is identical. Samples D-2 and E-2 indicate similar dates (02/17/05), but sample D-3 appears to indicate a manufacturing date that is one day later (02/18/05). These rolls were obtained from distinctly different U.S. regions. Samples D-2 and E-2 are from the eastern U.S., and Sample D-3 is from the West Coast.
Thicknesses
Figure 2 reports the overall thicknesses and thickness-over-scrim measurements for the top and bottom coatings of the membrane samples in an as-received (not exposed weathering) condition. The reported values are averages of at least five measurements uniformly distributed across the rolls' full widths. Overall thickness measurements were taken according to ASTM D751, "Standard Test Method for Coated Fabrics." Thickness of coating-over-scrim (reinforcing fabric) measurements were taken according to the optical method described in Annex A1-Optical Method for Measurement of Thickness of Coating Over Scrim (Reinforcing Fabric) that is included within ASTM D6878.
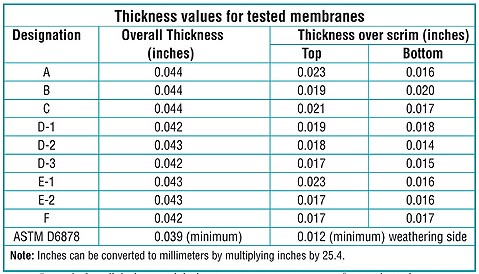
Figure 2: Overall thickness and thickness-over-scrim measurements for tested membranes
For each membrane sample tested, the overall thickness measurements exceed the 39-mil minimum requirement provided in ASTM D6878. Also, for each membrane sample tested, the coating thickness over fabric or scrim, weathering side only, exceeded the 12-mil minimum requirement provided in ASTM D6878.
ASTM D6878 does not provide a minimum coating thickness over fabric or scrim on the bottom side of TPO membrane sheets. A sheet's bottom side is the mating surface in heat-welding field seams that is critical in allowing for proper application. For each sample tested, the minimum coating over fabric or scrim at the bottom side of the membrane exceeds ASTM D6878's minimum requirement for the top side (exposed to weather); however, for seven of the nine samples, the bottomside coating thickness is less than the topside coating thickness. Sample B exhibits a bottomside coating thickness greater than its topside coating thickness. Sample F exhibits equal topside and bottomside coating thicknesses.
Breaking strength
In Figure 3, the breaking strength and elongation at reinforcing break for each membrane as received and after heat aging (artificial weathering) is shown. The results are reported in the machine direction (MD) and cross machine direction (XMD), which is across a roll's width. Breaking strength values are reported in pound force (lbf) units, and elongation is expressed as a percentage.
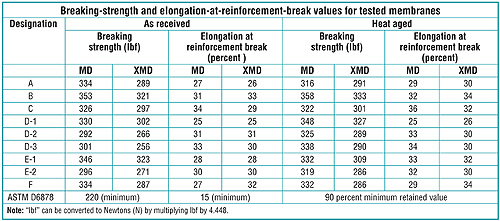
Figure 3: Breaking strengths and elongation at reinforcement breaks of tested membranes
Breaking strength and elongation at reinforcement break testing was conducted according to Procedure A—Grab Test Method defined in ASTM D751 with a gage length of 3 inches and a crosshead speed of 12 inches per minute. As-received samples were tested at standard laboratory conditions (73.4 F plus or minus 3.6 degrees Fahrenheit and 50 percent plus or minus 5 percent relative humidity). Heat-aged samples were tested at standard laboratory conditions after heat aging for 670 hours at 240.8 F.
For each sample, the breaking-strength values exceed the 220-lbf minimum requirement in ASTM D6878. Similarly, the elongation-at-reinforcement-break values exceed the 15 percent minimum requirement.
In addition, each sample's breaking-strength and elongation-at-reinforcement-break values exceed the minimum 90 percent retained values requirement in ASTM D6878.
Tear strength
Figure 4 reports the tear strength for the samples as received and after heat aging. The samples were tested and are reported in the MD and XMD.

Figure 4: Tear strength of tested membranes
Tear-strength testing was conducted according to Procedure B-Tongue Tear Method defined in ASTM D751 with 8- by 8-inch specimens and a cross-head speed of 2 inches per minute. As-received samples were tested at standard laboratory conditions, and heat-aged samples were tested at standard laboratory conditions after heat aging.
The test results for Sample E-1 in the MD and samples A, B, C, D-1 and F in the XMD exceed the 55-lbf minimum requirement in ASTM D6878.
For the heat-aged samples, samples B and C in the XMD exceed the minimum 60 percent retained value requirement in ASTM D6878.
For each sample, as received and after heat aging, reliable test results could not be obtained in either MD or XMD or both because specimens tore perpendicular to the original cut or the specimens did not exhibit a tearing-type failure (specimens primarily exhibited pull-out of the reinforcement from the coating).
Brittleness point
Figure 5 reports the brittleness point for the samples tested in an as-received condition. Brittleness-point testing was conducted according to Test Method B from ASTM D2137, "Tests Methods for Rubber Property—Brittleness Point of Flexible Polymer and Coated Fabrics."
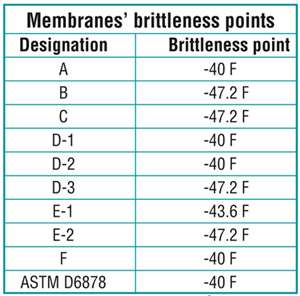
Figure 5: Brittleness point of tested membranes
The brittleness-point values meet or exceed the -40 F minimum requirement in ASTM D6878 for each sample.
Dimensional change
The linear dimensional changes for the samples tested in an as-received condition are shown in Figure 6.
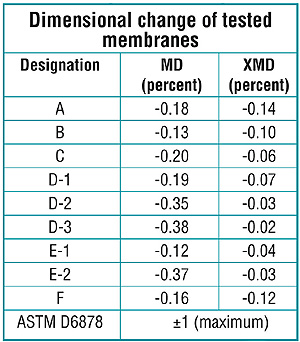
Figure 6: Linear dimensional change of tested membranes
Linear dimensional change testing was conducted according to ASTM D1204, "Test Method for Linear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated Temperature," after six hours of conditioning at 158 F plus or minus 3.6 degrees Fahrenheit.
Each sample had a linear dimensional change value less than the 1 percent maximum allowable requirement in ASTM D6878.
Water absorption
Figure 7 shows the water absorption for the samples in an as-received condition. Water-absorption testing was conducted on the topside coating only according to ASTM D471, "Test Method for Rubber Property-Effect of Liquids," after conditioning for 166 hours at 158 F.
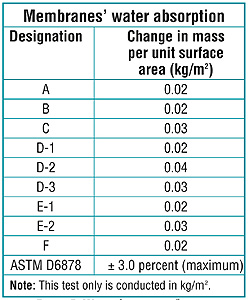
Figure 7: Water absorption of tested membranes
The results ranged from 0.02 kg/m² to 0.04 kg/m². This test is conducted using metric units. ASTM D6878 indicates a 3 percent maximum allowable value by mass for water absorption. Neither ASTM D471 nor ASTM D6878 specifically indicates how the units from ASTM D471 are converted to the percentage defined in ASTM D6878. Therefore, we are unable to determine whether the samples comply with the 3 percent maximum requirement in ASTM D6878.
Analyzing the results
The results from the 2005 testing of TPO membrane products reveal all the membrane samples tested generally appear to comply with the physical property requirements of ASTM D6878.
However, two tests contained within ASTM D6878 were not conducted by NRCA.
ASTM D6878 includes a test requirement for factory-seam strength. Because none of the TPO membrane products evaluated in the 2005 testing appear to contain factory seams, this particular test was not conducted on the TPO membrane samples.
Also, ASTM D6878 includes requirements for weather resistance after accelerated weathering using a Xenon-arc weatherometer according to ASTM G151, "Practice for Exposing Nonmetallic Materials in Accelerated Test Devices that Use Laboratory Light Sources," and ASTM G155, "Practice for Operating Xenon Arc Light Apparatus for Exposure of Non-metallic Materials." Because these tests are relatively costly to perform and, in NRCA's opinion, the test parameters included in ASTM D6878 are not stringent enough to have these tests be a controlling factor, NRCA did not conduct the weather-resistance test.
The results from the breaking-strength, elongation-at-reinforcement-break and tear-strength tests reveal these specific tests appear to be largely evaluating the performance of a membrane's reinforcement and not a membrane's composite (reinforcement and topside and bottomside coatings).
Improving ASTM D6878
Based on NRCA's 2005 testing of TPO membrane products and its earlier testing of TPO products in 2000, NRCA recommends several changes to ASTM D6878 be considered.
First, NRCA recommends the minimum coating thickness over fabric or scrim be increased from the present value of 12 mils to at least 15 mils. The 12-mil value originally was included in the ASTM standard because several manufacturers claimed to be manufacturing TPO membrane products with 12-mil topside coating thicknesses.
Review of NRCA's 2006-07 Low-slope Roofing Materials Guide reveals no manufacturer currently is representing anything less than a 15-mil-thick topside coating. NRCA's 2000 and 2005 testing appears to confirm these manufacturers' representations. NRCA believes a 15-mil minimum topside coating is necessary to allow for proper field lap seaming by experienced applicators. Also, a 15-mil value is the minimum established by ASTM for EPDM and PVC products.
NRCA also recommends a minimum coating over fabric or scrim thickness on the bottom side of a TPO membrane sheet be considered. Bottomside coating thickness is an important consideration in field seaming TPO membrane products because a field-seaming operation involves the hot-air welding of the bottomside coating of one sheet membrane to the topside coating of an adjacent sheet membrane. Data from NRCA's 2000 and 2005 testing indicate a 12-mil thickness would be appropriate; however, NRCA recommends a 15-mil value be considered.
NRCA recommends the tear-strength test method be re-evaluated in an attempt to address the failures related to perpendicular tear and reinforcement pull-out NRCA observed in its 2000 and 2005 testing programs. These types of failures do not appear to be representative of TPO membrane product performances in the field.
Consideration should be given to changing ASTM D6786's heat-aging and weather-resistance testing requirement to more stringent conditions that will clearly evaluate the overall performance of the membrane composite (reinforcement and topside and bottomside coatings).
Although ASTM D6878's heat-aging requirement of 670 hours at 240.8 F is consistent with that of EPDM membrane products as defined by ASTM D4637, "Standard Specification for EPDM Sheet Used in Single Ply Roof Membrane," it differs from the requirement for PVC and KEE membrane products as defined by ASTM D4434, "Standard Specification for Poly(Vinyl Chloride) Sheet Roofing," and ASTM D6754, "Standard Specification for Ketone Ethylene Ester Based Sheet Roofing," respectively.
ASTM D4434 and ASTM D6754 base their heat aging on 176 F plus or minus 4 degrees Fahrenheit for 56 days plus or minus 2 hours. Similarly, the weather-resistance test parameters used in ASTM D6878 are known to not replicate the type of normally anticipated deterioration TPO membrane products experience during in-service field exposure and aging. Consideration should be given to enhancing the test parameters or using alternative test methods that more closely replicate field conditions.
Closing thoughts
NRCA's 2005 testing of TPO membrane products provides some useful information regarding the compliance of various manufacturers' TPO membrane products with ASTM D6878. It also provides some physical property data that can be used for comparing products.
Also, NRCA's 2005 data, along with the data developed from its 2000 testing, provides for a compelling combined data set that should be useful when evaluating the long-term field performance of TPO membrane products. This combined data also provides a basis for recommending revisions to ASTM D6768.
If you are selecting a TPO membrane product for a particular roofing project, NRCA recommends decisions be based on your experience and the reputation of specific manufacturers for product performance and customer service and response.
Mark S. Graham is NRCA's associate executive director of technical services.